



Принципы, виды и области применениялазерная очисткатехнологии
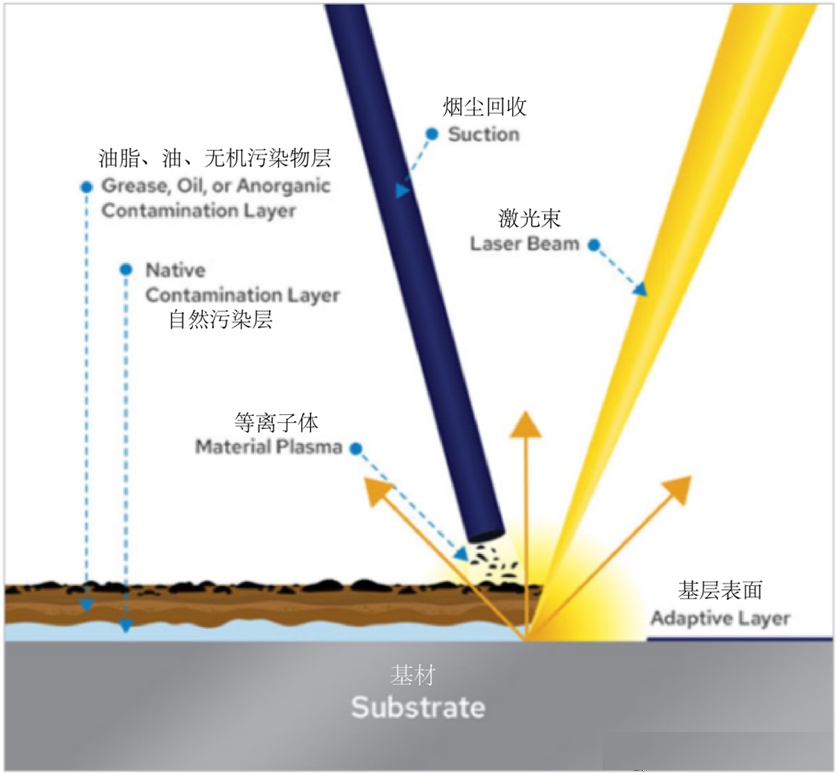
Технология лазерной очистки — это успешное применение лазерных технологий в машиностроении. Ее основной принцип заключается в использовании высокой плотности энергии лазера для взаимодействия с загрязнениями, прилипшими к подложке заготовки, вызывая их отделение от подложки в виде мгновенного теплового расширения, плавления и испарения газа. Технология лазерной очистки отличается высокой эффективностью, экологичностью и энергосбережением. Она успешно применяется в таких областях, как очистка пресс-форм для шин, удаление краски с кузовов самолетов и реставрация культурных реликвий.
Традиционные технологии уборки включают в себямеханическая фрикционная очистка(пескоструйная очистка, очистка струей воды под высоким давлением и т. д.), химическая очистка от коррозии, ультразвуковая очистка, очистка сухим льдом и т. д. Эти технологии очистки широко используются в различных отраслях промышленности. Например, пескоструйная очистка позволяет удалять пятна ржавчины, заусенцы с металлических поверхностей и трехслойный лак на печатных платах путем выбора абразивов различной твердости. Технология химической очистки от коррозии широко используется для очистки масляных пятен на поверхностях оборудования, накипи в котлах и нефтепроводах. Хотя эти технологии очистки хорошо развиты, у них все еще есть некоторые проблемы. Например, пескоструйная очистка может легко повредить обрабатываемую поверхность, а химическая очистка от коррозии может привести к загрязнению окружающей среды и коррозии очищаемой поверхности, если ее проводить неправильно. Появление лазерной очистки представляет собой революцию в технологии очистки. Она использует преимущества высокой плотности энергии, высокой точности и эффективной передачи лазерной энергии и имеет очевидные преимущества перед традиционными технологиями очистки с точки зрения эффективности, точности и места очистки. Она позволяет эффективно избежать загрязнения окружающей среды, вызванного химической очисткой от коррозии и другими технологиями очистки, и не повреждает обрабатываемую поверхность.
Что же такое лазерная очистка? Лазерная очистка — это процесс, при котором лазерный луч используется для удаления материала с поверхности твердого (или иногда жидкого) вещества. При низкой интенсивности лазерного излучения материал нагревается поглощенной лазерной энергией и испаряется или сублимируется. При высокой интенсивности лазерного излучения материал обычно превращается в плазму. Обычно под лазерной очисткой подразумевается удаление материала с помощью импульсных лазеров, но если интенсивность лазера достаточно высока, для абляции материала можно использовать лазерный луч непрерывного действия. Эксимерный лазер глубокого ультрафиолетового излучения в основном используется для оптической абляции. Длина волны лазера, используемого для оптической абляции, составляет приблизительно 200 нм. Глубина поглощения лазерной энергии и количество материала, удаляемого одним лазерным импульсом, зависят от оптических свойств материала, а также от длины волны лазера и длительности импульса. Общая масса, удаляемая с мишени каждым лазерным импульсом, обычно называется скоростью абляции. Скорость сканирования лазерного луча, охват линии сканирования и т. д. существенно влияют на процесс абляции.
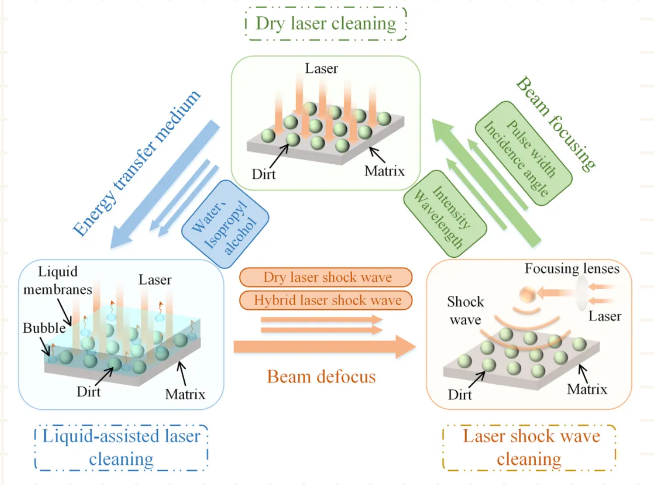
Виды технологий лазерной очистки
1) Лазерная сухая очистка: Сухая лазерная очистка подразумевает прямое облучение обрабатываемой детали импульсным лазером, в результате чего загрязнения основания или поверхности поглощают энергию и повышают температуру, вызывая тепловое расширение или тепловую вибрацию основания, тем самым разделяя их. Этот метод можно условно разделить на две ситуации: в одной загрязнения поверхности поглощают энергию лазера и расширяются; в другой — основание поглощает энергию лазера и генерирует тепловую вибрацию. В 1969 году С.М. Бедаир и др. обнаружили, что различные методы обработки поверхности, такие как термообработка, химическая коррозия и пескоструйная очистка, имеют разные недостатки. В то же время высокая плотность энергии после фокусировки лазера позволяет осуществлять испарение материала с поверхности, что дает возможность неразрушающей очистки поверхности материала. В ходе экспериментов было установлено, что использование рубинового Q-импульсного лазера с плотностью мощности 30 МВт/см² позволяет очищать поверхность кремниевого материала от загрязнений без повреждения основы, и впервые была реализована лазерная сухая очистка поверхности материала от загрязнений. Общая скорость может быть выражена скоростью отслоения фрагментов пленочного слоя следующим образом:
В формуле ε обозначает энергетический индекс лазерного импульса, h — индекс толщины слоя загрязняющей пленки, а E — индекс модуля упругости слоя пленки.
2) Лазерная влажная очистка: Перед воздействием импульсного лазера на очищаемую деталь наносится предварительное жидкое покрытие. Под действием лазера температура жидкой пленки быстро повышается, и она испаряется. В момент испарения генерируется ударная волна, которая воздействует на частицы загрязняющих веществ и вызывает их отрыв от подложки. Этот метод требует, чтобы подложка и жидкая пленка не вступали в реакцию друг с другом, что ограничивает диапазон применимых материалов. В 1991 году К. Имен и др. рассмотрели проблему остаточных субмикронных частиц загрязняющих веществ на поверхностях полупроводниковых пластин и металлических материалов после использования традиционных методов очистки и изучили применение нанесения на поверхность материала пленки, которая может эффективно поглощать энергию лазера. Впоследствии, используя CO2-лазер, пленка поглощала энергию лазера, быстро повышала температуру и закипала, вызывая взрывное испарение, которое удаляло загрязняющие вещества с поверхности подложки. Этот метод очистки называется лазерной влажной очисткой.
3) Лазерная плазменная ударно-волновая очистка: Лазерные плазменные ударные волны генерируются при облучении лазером воздушной среды, вызывая образование сферической плазменной ударной волны. Ударная волна воздействует на поверхность очищаемой заготовки, высвобождая энергию для удаления загрязнений. Лазер не воздействует на подложку, поэтому не повреждает её. Технология лазерной плазменной ударно-волновой очистки позволяет очищать частицы диаметром в несколько десятков нанометров, при этом отсутствуют ограничения по длине волны лазера. Физический принцип плазменной очистки можно суммировать следующим образом: а) Излучаемый лазером лазерный луч поглощается слоем загрязнений на обрабатываемой поверхности. б) Большое количество поглощенного излучения образует быстро расширяющуюся плазму (сильно ионизированный нестабильный газ) и генерирует ударную волну. в) Ударная волна вызывает фрагментацию и удаление загрязнений. г) Длительность светового импульса должна быть достаточно короткой, чтобы избежать накопления тепла, которое может повредить обрабатываемую поверхность. д) Эксперименты показали, что при наличии оксидов на поверхности металла на поверхности металла генерируется плазма. Плазма генерируется только тогда, когда плотность энергии превышает пороговое значение, зависящее от удаленного слоя загрязнения или оксидного слоя. Этот пороговый эффект очень важен для эффективной очистки при одновременном обеспечении безопасности материала подложки. Появление плазмы также имеет второй порог. Если плотность энергии превышает этот порог, материал подложки будет поврежден. Для эффективной очистки при одновременном обеспечении безопасности материала подложки параметры лазера должны быть скорректированы в соответствии с ситуацией, чтобы плотность энергии светового импульса строго находилась между двумя пороговыми значениями. В 2001 году JM Lee и др. использовали особенность мощных лазеров, которые при фокусировке генерируют плазменные ударные волны, и применили импульсный лазер с плотностью энергии 2,0 Дж/см² (значительно выше порога повреждения кремниевых пластин) для облучения параллельно кремниевой пластине, успешно очистив адсорбированные на поверхности кремниевой пластины частицы вольфрама размером 1 мкм. Этот метод очистки называется лазерной плазменной ударно-волновой очисткой, и, строго говоря, лазерная плазменная ударно-волновая очистка является разновидностью сухой лазерной очистки. Первоначальное назначение этих трех технологий лазерной очистки заключалось в удалении мельчайших частиц с поверхности полупроводниковых пластин. Можно сказать, что технология лазерной очистки появилась вместе с развитием полупроводниковой техники. Однако технология лазерной очистки постоянно применяется и в других областях, таких как очистка пресс-форм для шин, удаление краски с обшивки самолетов и реставрация поверхностей артефактов. Во время лазерного облучения на поверхность подложки подается инертный газ. Когда загрязнения отслаиваются от поверхности, газ немедленно сдувает их, предотвращая повторное загрязнение и окисление поверхности.
Онприменение технологии лазерной очистки
1) В полупроводниковой промышленности очистка полупроводниковых пластин и оптических подложек включает в себя один и тот же процесс: обработку сырья для придания ему необходимой формы путем резки, шлифовки и т. д. В ходе этого процесса вводятся твердые частицы загрязнений, которые трудно удалить и которые вызывают серьезные проблемы повторного загрязнения. Загрязнения на поверхности полупроводниковых пластин могут влиять на качество печати печатных плат, тем самым сокращая срок службы полупроводниковых чипов. Загрязнения на поверхности оптических подложек могут влиять на качество оптических устройств и покрытий, а также приводить к неравномерному распределению энергии, сокращая срок службы. Поскольку сухая лазерная очистка склонна к повреждению поверхности подложки, этот метод очистки используется реже при очистке полупроводниковых пластин и оптических подложек. Более успешными в этой области являются влажная лазерная очистка и очистка ударными волнами лазерной плазмы. Сюй Чуаньи и др. исследовали нанесение микромасштабной специальной магнитной краски на поверхность сверхгладких оптических подложек в качестве диэлектрической пленки, а затем использовали импульсный лазер для очистки. Эффект очистки был хорошим, хотя количество частиц примесей на единицу площади увеличилось, размер и площадь покрытия частиц примесей значительно уменьшились. Этот метод позволяет эффективно очищать микроскопические частицы примесей на поверхности ультрагладких оптических подложек. Чжан Пин исследовал влияние рабочего расстояния и энергии лазера на эффект очистки загрязнений различного размера в технологии лазерной плазменной очистки. Экспериментальные результаты показали, что для частиц полистирола на проводящих стеклянных подложках оптимальное рабочее расстояние при энергии 240 мДж составило 1,90 мм. С увеличением энергии лазера эффект очистки значительно улучшился, и крупные частицы загрязнений стало легче удалять.
2) В области обработки металлических материалов очистка поверхностей отличается от очистки полупроводниковых пластин и оптических подложек. Загрязнения, подлежащие очистке, относятся к макроскопической категории. Загрязнения на поверхности металлических материалов в основном включают оксидный слой (слой ржавчины), слой краски, покрытие и другие прикрепленные частицы, и могут быть классифицированы на органические загрязнения (такие как слой краски, покрытие) и неорганические загрязнения (такие как слой ржавчины). Очистка поверхностей металлических материалов от загрязнений в основном необходима для соответствия требованиям последующей обработки или использования, например, удаление около 10 мкм оксидного слоя с поверхности деталей из титановых сплавов перед сваркой, удаление оригинального лакокрасочного покрытия с поверхности обшивки во время капитального ремонта самолетов для облегчения повторной покраски, а также регулярная очистка частиц резины, прилипших к резиновой форме для шин, для обеспечения чистоты поверхности, качества и срока службы формы. Порог повреждения металлических материалов выше, чем порог лазерной очистки их поверхностных загрязнений. Выбор лазера соответствующей мощности позволяет добиться лучшего эффекта очистки. Эта технология уже давно применяется в некоторых областях. Ван Лихуа и др. исследовали применение технологии лазерной очистки для обработки оксидных пленок на поверхностях алюминиевых и титановых сплавов. Результаты исследования показали, что использование лазера с плотностью энергии 5,1 Дж/см² позволяет очистить оксидный слой на поверхности алюминиевого сплава A5083-111H, сохраняя при этом хорошее качество подложки, а использование импульсного лазера со средней мощностью 100 Вт в режиме сканирования позволяет эффективно очистить оксидный слой на поверхности титановых сплавов и повысить твердость поверхности материала. Отечественные компании, такие как Ruike Laser, Daqu Laser и Shenzhen Chuangxin, разработали оборудование для лазерной очистки, которое широко используется для очистки резиновых форм, таких как шины, металлических слоев ржавчины и масляных пятен на поверхности компонентов.
3) В области культурных реликвий очистка металлических и каменных реликвий, а также бумажных поверхностей необходима для удаления загрязнений, таких как грязь и чернильные пятна, которые появляются на их поверхности из-за длительной истории. Эти загрязнения необходимо удалить для реставрации реликвий. Что касается бумажных изделий, таких как каллиграфия и живопись, то при неправильном хранении на их поверхности образуется плесень и пятна. Эти пятна серьезно влияют на первоначальный вид бумаги, особенно бумаги, имеющей высокую культурную или историческую ценность, что сказывается на ее оценке и сохранении. Чжао Ин и др. исследовали возможность использования ультрафиолетового лазера для очистки пятен плесени на бумажных свитках. Экспериментальные результаты показали, что использование лазера с плотностью энергии 3,2 Дж/мм² при однократном сканировании позволяет удалить тонкие пятна, а двукратное сканирование позволяет полностью удалить пятна. Однако, если используемая энергия лазера слишком высока, это может повредить бумажный свиток при удалении пятен. Чжан Сяотун и др. успешно отреставрировали позолоченную бронзовую реликвию, используя метод вертикального лазерного облучения жидкой пленкой. Чжан Личэн и др. использовали технологию лазерной очистки при реставрации расписной женской керамической фигурки эпохи династии Хань. Юань Сяодун и др. изучили влияние технологии лазерной очистки на очистку каменных реликвий и сравнили повреждения песчаникового основания до и после очистки, а также эффективность очистки от чернильных пятен, загрязнения дымом и краской.
Заключение: Технология лазерной очистки — это относительно передовая технология с широкими перспективами исследований и применения в высокоточных областях, таких как аэрокосмическая промышленность, военная техника, электроника и электротехника. В настоящее время технология лазерной очистки успешно применяется в некоторых областях благодаря своей эффективности, экологичности и превосходным очистным характеристикам. Области ее применения постепенно расширяются. Технология лазерной очистки уже получила широкое распространение не только в таких областях, как удаление краски и ржавчины, но и в последние годы появились сообщения об использовании лазера для очистки оксидного слоя на металлических проволоках. Расширение существующих областей применения и развитие новых являются основой развития технологии лазерной очистки. Исследования и разработки нового оборудования для лазерной очистки будут демонстрировать дифференциацию, что приведет к появлению различных функциональных возможностей. В будущем также станет возможным достижение полностью автоматической лазерной очистки в сотрудничестве с промышленными роботами. Тенденции развития технологии лазерной очистки следующие:
(1) Укрепление исследований в области теории лазерной очистки для руководства применением технологии лазерной очистки. После анализа большого количества документов было обнаружено, что отсутствует зрелая теоретическая система, поддерживающая технологию лазерной очистки, и большинство исследований основаны на экспериментах. Создание теоретической системы лазерной очистки является основой для дальнейшего развития и совершенствования технологии лазерной очистки.
(2) Расширение существующих и новых областей применения. Технология лазерной очистки успешно применяется в таких областях, как удаление краски и ржавчины, а в последние годы появились сообщения об использовании лазера для очистки оксидного слоя на металлических проволоках. Расширение существующих и развитие новых областей создают благоприятную почву для развития технологии лазерной очистки.
(3) Исследования и разработки нового оборудования для лазерной очистки. Разработка нового оборудования для лазерной очистки будет отличаться. Один тип — это оборудование, обладающее определенной универсальностью и охватывающее множество областей применения, например, одно устройство может одновременно выполнять функции удаления краски и ржавчины. Другой тип — это специализированное оборудование для конкретных нужд, например, разработка специальных приспособлений или оптических волокон для выполнения функции очистки загрязнений в небольших помещениях. Благодаря сотрудничеству с промышленными роботами, полностью автоматическая лазерная очистка также является популярным направлением применения.
Дата публикации: 17 июля 2025 г.











