



Энциклопедия знаний по сварке: Краткое обсуждение классификации
и процессы лазерной сварки
В промышленном производстве лазерная сварка давно применяется в аэрокосмической отрасли.высокоточная сваркаи сварка специальных материалов. С развитием промышленности и совершенствованием технологий лазерная сварка все чаще используется для сварки обычных материалов. Сегодня мы обсудим классификацию лазерной сварки. Лазерная сварка — это эффективный и точный метод сварки, использующий лазерный луч высокой плотности энергии в качестве источника тепла для соединения материалов. Она обладает множеством преимуществ, таких как высокая скорость сварки, малая деформация, низкие требования к условиям сварки, высокая плотность мощности, отсутствие влияния магнитных полей, отсутствие ограничений по проводящим материалам, отсутствие необходимости в вакуумных условиях работы и отсутствие генерации рентгеновского излучения в процессе сварки.
Лазерную сварку можно классифицировать с разных точек зрения:
- Классификация по режиму выходной энергии лазера:
- Непрерывная лазерная сварка: в процессе сварки формируется непрерывный и однородный сварной шов.
- Импульсная лазерная сваркаПоскольку подача энергии на поверхность свариваемой детали происходит прерывисто, каждое импульсное световое пятно воздействует на поверхность свариваемой заготовки, образуя круглое сварочное пятно. Различные формы сварного шва могут быть получены в зависимости от параметров лазера.
- Классификация по плотности мощности сфокусированного лазерного пятна:
- Лазерная теплопроводная сварка: плотность мощности относительно низкая, обычно менее 10⁵ Вт/см². Лазер передает энергию на поверхность свариваемой детали, нагревая металлическую поверхность до температуры между температурой плавления и температурой кипения. Тепло передается внутрь металла посредством теплопроводности, образуя сварной шов, аналогичный сварке вольфрамовым электродом.газовая (TIG) сварка.
- Лазерная сварка с глубоким проплавлением (сварка в форме замочной скважины): Когда плотность мощности лазера, воздействующего на поверхность металла, превышает 10⁵ Вт/см², мощный лазерный луч воздействует на поверхность металлического материала, вызывая локальное плавление и образование «замочной скважины». Лазерный луч проникает внутрь расплавленной ванны через эту «замочную скважину», образуя сварной шов.
- Классификация по режиму управления:
- Ручной лазерный сварочный аппарат
- Автоматический лазерный сварочный аппарат
- Лазерный сварочный аппарат Galvo
- Классификация по типу лазера:
- Лазерный сварочный аппарат YAG
- Аппарат для лазерной сварки полупроводников
- Аппарат для лазерной сварки волоконным лазером
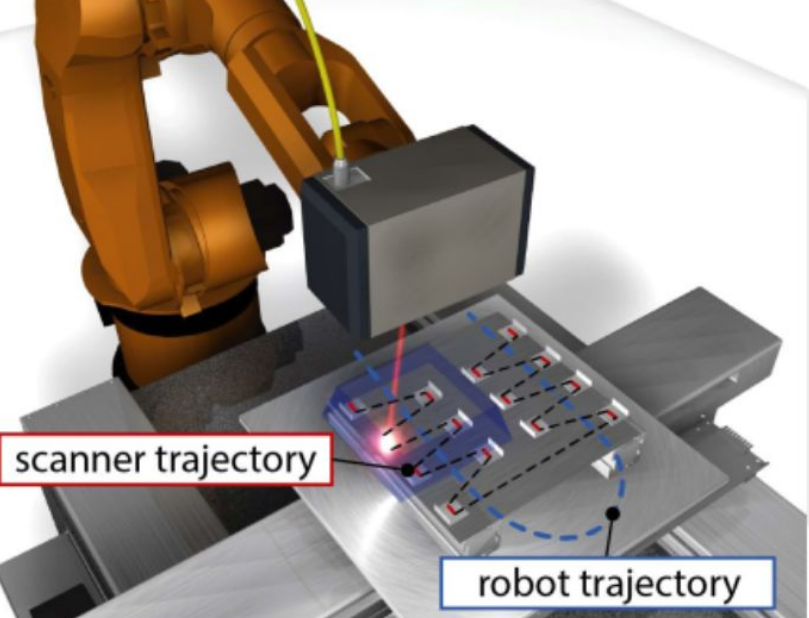
1. Летающая лазерная сварка
Технология «летающей» лазерной сварки сочетает в себе преимущества дистанционной сварки, гальванометров и манипуляторов, а также оснащена профессиональным программным обеспечением для обработки графики, позволяющим осуществлять мгновенную многотраекторную сварку в трехмерном пространстве.
Основные области применения:
Он применяется для таких изделий, как кузова автомобилей, сиденья и распространенные автозапчасти. Что касается материалов, то его можно использовать для различных распространенных материалов, таких как стальные листы, холоднокатаные листы и алюминиевые сплавы, а также для композитных материалов и сплавов, например, магниево-алюминиевых сплавов.
★ Преимущества:
- Совместимо с любыми формами сварки.
- Подходит для сварки в любом направлении.
- Распределение сварных швов/точек, определяемое пользователем
- Оптимизированное распределение напряжений
- Выполняет высокоскоростную точечную сварку, шовную сварку, сварку внахлест, стыковую сварку, угловую сварку и сварку внахлест.
- Синхронизация в реальном времени между сварочной головкой и роботом для ускорения процесса лазерной сварки.
- Меньшие требования к площади пола
- Снижение затрат на техническое обслуживание и логистику.
2. Спиральная лазерная сварка
Это метод лазерной сварки с двойной клиновидной лазерной осцилляцией, реализуемый за счет установки на сварочную головку специального модуля колебаний. Это позволяет сфокусированному световому пятну формировать спиральный сварной шов при перемещении сварочной головки.
Основные области применения:
Сварка шарниров, теплообменников, трубчатых теплообменников, сварка толстостенных труб в нефтегазовой промышленности, сварка фланцев, сварка алюминиевых сплавов и т. д.
★ Преимущества:
- Более широкий сварной шов
- Чрезвычайно высокая повторяемость процесса/стабильность процесса
- Улучшенное формирование сварного шва
- Упрощенная постобработка и более гладкая поверхность сварной заготовки.
- Отличные возможности сварки алюминиевых сплавов.
3. Лазерная пайка
Лазерная пайка — это метод, при котором используется припой с температурой плавления ниже, чем у основного металла. Припой нагревается до температуры выше его температуры плавления, но ниже температуры плавления основного металла. Жидкий припой смачивает основной металл, заполняет зазор соединения и диффундирует с ним, обеспечивая соединение свариваемых деталей.
Основные области применения:
Сварка алюминиевых каркасных конструкций кузова, таких как соединение крыши и боковой стенки, а также дверей.
★ Преимущества:
- Уменьшает дефекты, характерные для лазерной сварки, такие как поры, трещины и чрезмерные зазоры между деталями изделия.
- Улучшает прочность сварного шва и обеспечивает получение идеально ровного сварного шва.
- В процессе пайки плавится только припой, а основной металл остается неплавящимся.
- Незначительная деформация паяных соединений, гладкий и эстетичный внешний вид, подходит для высокоточной сварки сложных компонентов, изготовленных из различных материалов.
- Небольшая зона термического воздействия и высокая прочность на сжатие
4. Лазерная сварка проволокой с заполнением
Лазерная сварка проволочным припоем — это метод, при котором используется присадочный металл, имеющий тот же или аналогичный состав, что и основной металл. Основной металл и припой расплавляются, а затем затвердевают, образуя сварной шов.
Основные области применения:
Сварка всех конструктивных элементов кузова транспортных средств и автозапчастей.
★ Преимущества:
- Уменьшает дефекты, характерные для лазерной сварки, такие как поры и трещины.
- Повышает процент брака сварных изделий и допускает несколько больший зазор между сварными соединениями.
- В процессе сварки основной металл плавится, и прочность сварного шва выше, чем у основного металла.
5. Осциллирующая пайка
Благодаря технологии ALO3, в одном устройстве объединены функции формирования луча и отслеживания сварного шва. Присадочная проволока может использоваться в качестве механического датчика.
Основные области применения:
Лазерная пайка белых деталей, в основном, включает лазерную пайку крышек и крышек багажников, а также пайку автомобильных деталей. Колебания деталей и ошибки в оснастке часто значительно усложняют лазерную пайку, что приводит к крайне сложной отладке процесса лазерной сварки. Однако осциллирующая пайка позволяет эффективно корректировать направление сварки. Благодаря функциям отслеживания сварного шва и автоматической компенсации фокусного расстояния, она обеспечивает легкое направление и фокусировку лазерного луча, позволяет осуществлять изменение направления, обладает высокой степенью автоматизации, высокой скоростью сварки и высокой эффективностью, тем самым поддерживая качество сварки.
★ Преимущества:
- Отслеживание сварного шва для определения траектории движения заготовки в режиме реального времени.
- Адаптивная корректировка траектории сварки в трех направлениях XYZ в зависимости от различных отклонений заготовки для получения высокого качества сварки.
- Повышает стабильность качества сварки изделий.
6. Трехточечная пайка
В линзу добавлен двухточечный модуль. Во время сварки трехточечный модуль в оптической системе пайки распределяет один луч на три луча, что обеспечивает решение для пайки листов горячеоцинкованной стали и делает сварной шов более ровным без растрескивания.
Основные области применения:
Пайка алюминиевых сплавов, припой крыш и крышек багажников с помощью лазерной пайки, пайка автомобильных деталей и т. д.
★ Преимущества:
- Более стабильный и надежный процесс пайки.
- Более высокая скорость
- Более высокая прочность
- Улучшенное качество внешнего вида сварных швов из горячеоцинкованного листового металла.
- Процесс онлайн-уборки
- Динамическая регулировка энергии
7. Гибридная сварка с использованием нескольких длин волн
Многоволновое гибридное свариваниеЭто инновационный процесс сварки, разработанный компанией Lianying Laser. Он заключается в наложении двух лазерных лучей с разными длинами волн, в результате чего оси двух лучей совпадают в пространстве. Лазер с основной длиной волны в основном используется для сварки, а лазер с дополнительной длиной волны — для предварительного нагрева сварочной проволоки и основного металла, снижая скорость охлаждения расплавленного металла в сварочной ванне. Он особенно подходит для сварки алюминиевых сплавов, магниевых сплавов, медных сплавов и т.д.
★ Преимущества:
- Уменьшает содержимое пор
- Повышает стабильность сварочного шва и увеличивает эффективность сварки.
- Эффективно снимает термические напряжения, уменьшает образование трещин, повышает прочность сварного шва и обеспечивает получение сварных швов с относительно однородным внешним видом.
В заключение, в настоящее время в лазерной индустрии в целом зарубежные технологии и оборудование по-прежнему занимают лидирующие позиции. Они всесторонне развиты во всех аспектах, от лазерных блоков и оптических обрабатывающих головок до вспомогательного оборудования, такого как чиллеры, измерители мощности, системы мониторинга сварки, послесварочного контроля и калибраторы TCP. Отечественные предприятия прилагают все усилия, чтобы догнать конкурентов. Однако в области применения лазерной сварки Китай относительно приблизился к международному передовому уровню, и появилось множество высококачественных предприятий, добившихся превосходных результатов.
Дата публикации: 05.09.2025











