















Высокоскоростной полностью автоматический аппарат для сварки цепей с помощью волоконного лазера непрерывного действия для ювелирных изделий и фурнитуры из золота и серебра 925 пробы.
II. Основные функции и технические характеристики
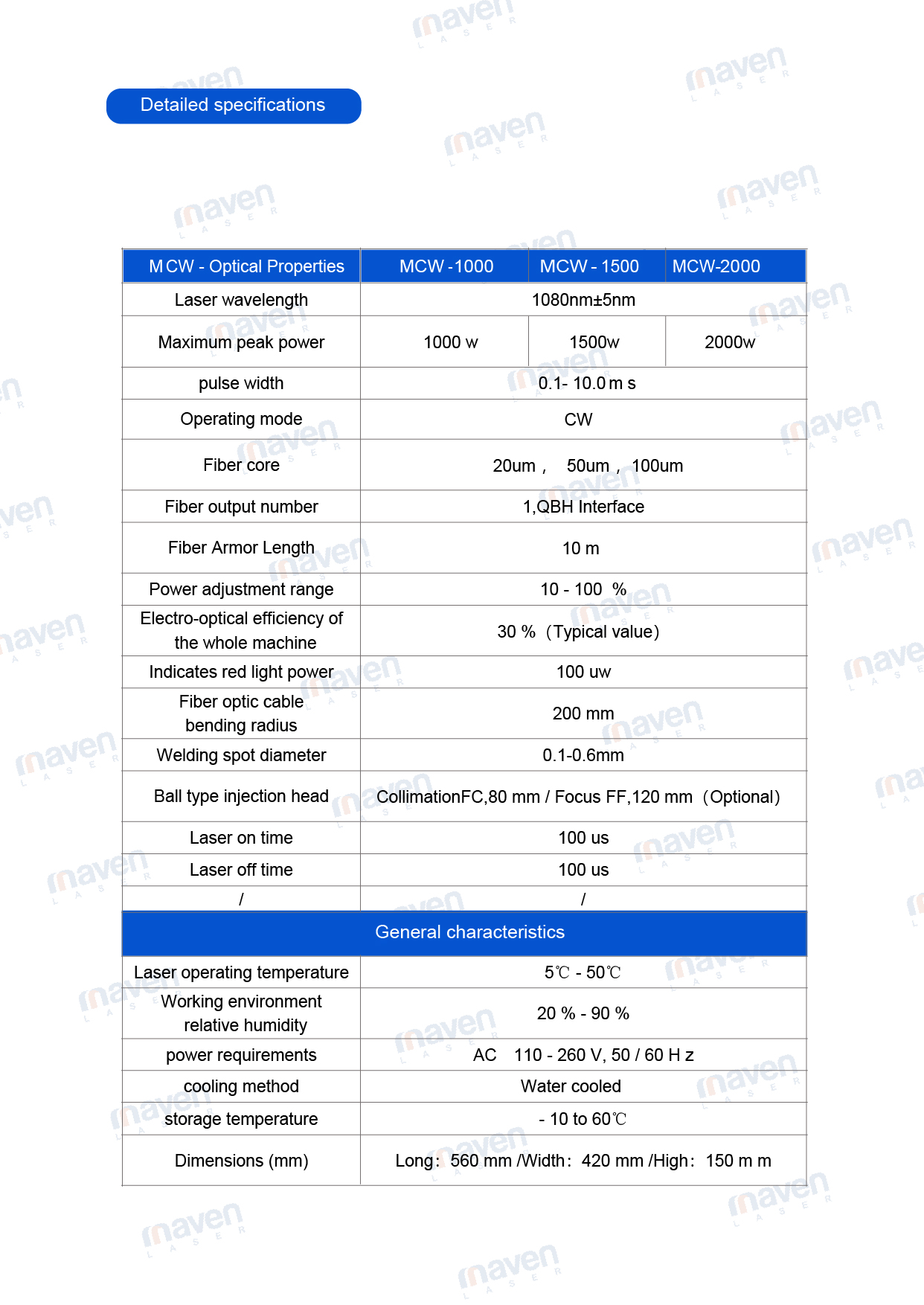
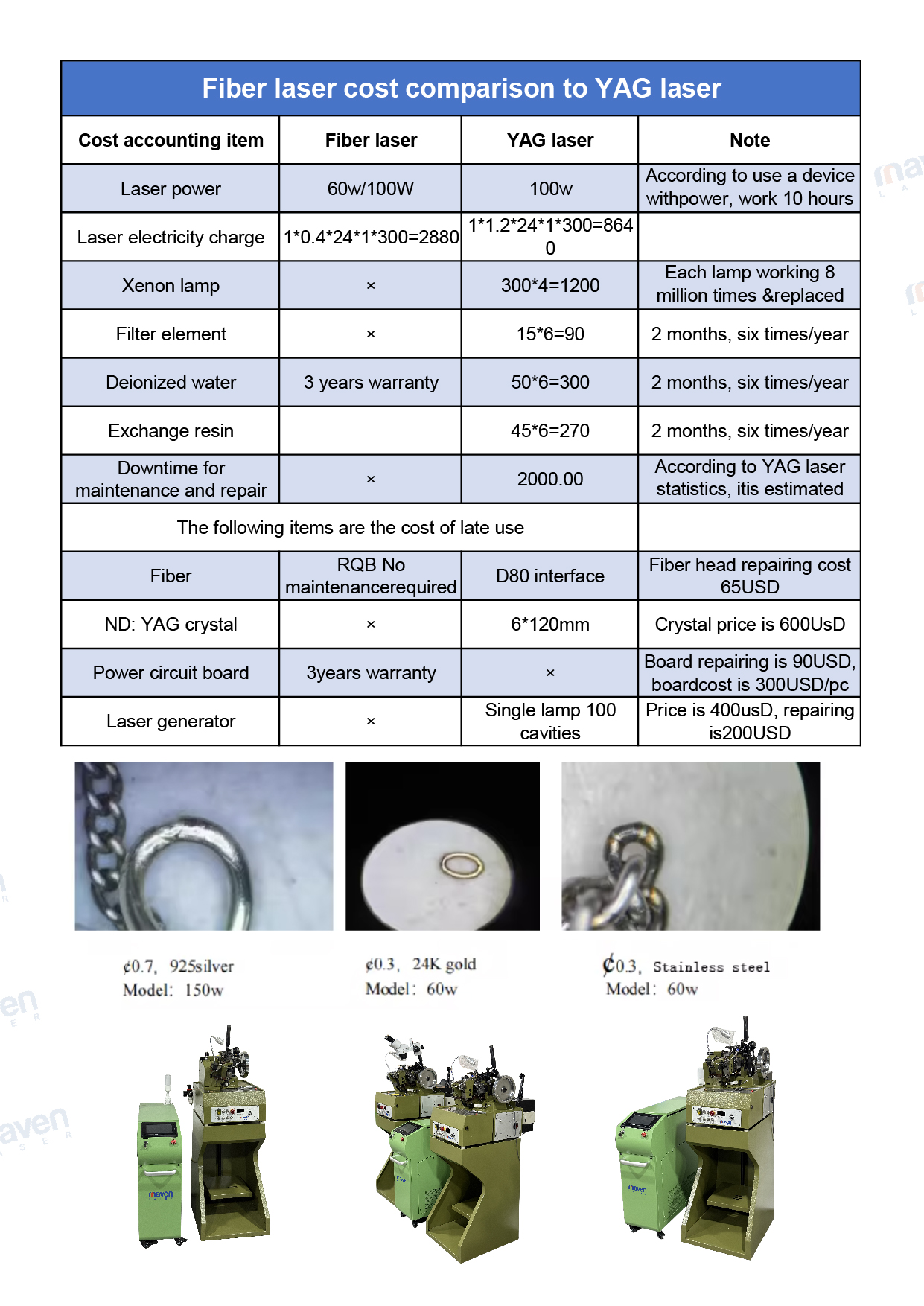
- Точная сварка, обеспечивающая эстетику и прочность. Точность сварки достигает 0,01 мм, что позволяет выполнять точечную сварку. Минимальный диаметр сварочного шва может составлять всего 0,1 мм, что соответствует высоким требованиям к отсутствию видимых сварочных следов в ювелирных изделиях и аксессуарах. После сварки прочность соединения на растяжение составляет ≥ 80% от прочности исходного материала, предотвращая обрыв цепочки во время носки или использования.
- Совместимость с различными материалами, охватывающая основные материалы для плетеных цепей. Позволяет сваривать плетеные цепи из различных металлов без частой замены принадлежностей.
- Драгоценные металлы: серебро, золото (золото, чистое золото), платина;
- Распространенные металлы: нержавеющая сталь, медь, цинковый сплав, алюминиевый сплав;
- Специальные материалы: цепочки из плетеного полотна с золотым или серебряным покрытием (низкотемпературная сварка предотвращает отслаивание покрытия).
- Высокая степень автоматизации, снижение зависимости от рабочей силы.
- Полуавтоматические модели: оснащены цепными позиционирующими приспособлениями. После ручной загрузки они автоматически выполняют процесс "позиционирование → сварка → охлаждение";
- Полностью автоматизированные модели: объединяют функции подачи, позиционирования, сварки и контроля, а также могут подключаться к производственным линиям. Одна установка может обеспечить суточную производительность в 5000-10000 тканых цепей;
- Некоторые модели высокого класса поддерживают "переключение параметров сварки одним нажатием кнопки", быстро адаптируясь к тканым цепям различных характеристик (например, диаметр проволоки 1 мм, 2 мм).
- Проектирование с учетом безопасности и устойчивости
Оснащен защитными чехлами для лазерной сварки (для моделей с лазерным приводом) и термостойкими защитными перчатками, соответствующими промышленным стандартам безопасности;
Встроенные модули защиты от перегрузки и стабилизации напряжения позволяют избежать неравномерности прочности сварки, вызванной колебаниями напряжения;
Сварочная головка изготовлена из износостойких материалов и имеет срок службы более 100 000 циклов, что снижает частоту замены расходных материалов.

III. Основные сценарии применения
Применение сварочных аппаратов для плетения цепей в значительной степени ориентировано на «обработку цепных изделий», при этом основными сценариями являются:
- Ювелирная промышленность: Сварка золотых и серебряных ожерелий/браслетов, таких как цепочки с O-образными звеньями, цепочки с крестообразными звеньями и витые цепочки;
- Производство комплектующих: сварка недорогих комплектующих цепей из легированной или нержавеющей стали (например, цепей для ключиц, многослойных цепей);
- Фурнитура: Усиление сварных швов для багажных цепей, ременных цепей и брелоков;
- Индивидуальная обработка: Точная сварка персонализированных плетеных цепей (например, цепей с гравировкой, цепей нестандартной формы) для предотвращения деформации в процессе обработки.

IV. Ключевые моменты отбора
При покупке сварочного аппарата для плетения цепей следует обратить внимание на следующие 4 параметра, чтобы избежать несоответствия потребностей:
- Соответствие характеристик цепи: подтвердите поддерживаемый диапазон диаметра проволоки оборудования (например, 0,3-3 мм) и тип цепи (плетеные цепи, звеньевые цепи), чтобы предотвратить обрыв сварных швов из-за чрезмерно тонкого диаметра проволоки;
- Требования к автоматизации: для мелкосерийного производства следует выбирать ручные/полуавтоматические модели, а для массового производства — полностью автоматические, чтобы снизить трудозатраты;
- Совместимость материалов: для сварки драгоценных металлов (например, чистого золота) следует выбирать «маломощные лазерные сварочные аппараты» (во избежание чрезмерного плавления металла); для нержавеющей стали более экономичными будут «аппараты контактной сварки»;
- Послепродажное обслуживание и обучение: отдавайте предпочтение брендам, предлагающим «обучение установке и эксплуатации на месте». Некоторые модели требуют регулярной калибровки сварочной головки, а скорость реагирования послепродажного обслуживания влияет на эффективность производства.
V. Примечания по эксплуатации и техническому обслуживанию
- Перед началом работы проверьте правильность заземления оборудования; для лазерных моделей убедитесь, что защитный кожух закрыт (во избежание прямого воздействия лазерного излучения);
- При сварке различных материалов параметры следует корректировать заранее (например, мощность лазера, время сварки). Для подтверждения эффективности рекомендуется выполнить 3-5 пробных сварок.
- После каждого использования очищайте сварочную головку от остатков металлической стружки, еженедельно проверяйте износ приспособления и ежемесячно калибруйте точность позиционирования при сварке;
- Избегайте использования во влажных и пыльных помещениях, чтобы предотвратить внутренние короткие замыкания в цепи или засорение сварочной головки.

Напишите здесь своё сообщение и отправьте его нам.
Категории товаров
-

высокоскоростная лазерная сварка цепного станка
-

Аппарат для сварки цепей с помощью волоконного лазера непрерывного действия
-

Maven Laser — сверхточная лазерная установка для изготовления золотых ювелирных изделий...
-

Высокоскоростной волоконный лазер MCW для ювелирных цепочек...
-

Сверхточная высокоскоростная обработка золота и серебра...











